Welcome to Goal Sure Machining

Welcome to Goal Sure Machining

Home > News > 7 Factors That Affect The Life Of Aluminum Die Casting Molds
The impact of mold materials on mold life is reflected in three aspects: whether the selection of mold materials is correct, whether the materials are good, and whether the use is reasonable. According to statistics, due to improper material selection and heat treatment, the early failure of the mold accounts for about 70%. Aluminum die casting molds are hot work molds, and their use conditions are extremely harsh. The melting point of aluminum is 580-740°C, and the temperature of the molten aluminum is controlled at 650-720°C during die casting. Without preheating the mold, the surface temperature of the cavity will rise from room temperature to the temperature of the liquid, and the surface of the cavity will endure great tensile stress. When the mold is opened, the surface of the cavity bears great compressive stress. After thousands of die castings, defects such as cracks appeared on the surface of the mold. Therefore, the requirements for aluminum mold materials are relatively high.

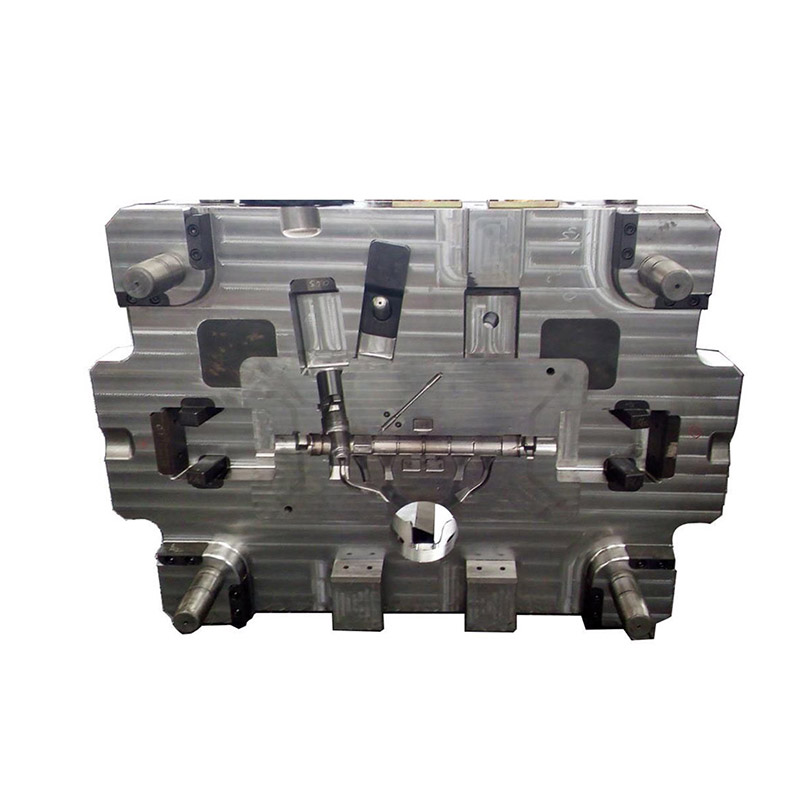
Aluminum die casting telecom housing mold
The mold design manual describes in detail the issues that should be paid attention to in the design of aluminum die-casting molds. It should be emphasized that the structural design of the mold should try to avoid sharp corners and excessive cross-sectional changes. The stress concentration caused by sharply rounded corners can be as high as 10 times the average stress. It is easy to cause premature failure of the mold. In addition, pay attention to the deformation and cracking of the subsequent heat treatment due to the unreasonable structural design. In order to prevent heat treatment deformation and cracking, the cross-section size should be uniform, symmetrical and simple. Blind holes should be opened through holes as much as possible, and process holes can be opened when necessary. Avoid geometric gaps in structural design. Including knife marks, included angles, scrubbing grooves, holes and cross-section mutations, etc., to reduce the occurrence of parts structure and heat treatment defects.
Incorrect processing is likely to cause stress concentration, insufficient finish, and processing cannot completely and uniformly remove the decarburized layer formed by rolling and forging. All of these can lead to early failure of the material. Also in the process of processing the mold. It is not possible to stack thicker templates to ensure their thickness. Since the thickness of the steel plate is doubled and the bending deformation is reduced by 85%, the lamination can only play a superposition. The bending deformation of the two boards with the same thickness as the veneer is 4 times that of the veneer. When processing the cooling water channel, special attention should be paid to ensure the concentricity of the processing on both sides. If the head horns are not concentric with each other, the connected horns will crack during use. The surface of the cooling system should be smooth, preferably without traces of processing. With the advancement of technology, it is necessary to pay attention to the use of advanced processing technology, which is conducive to the improvement of the machining accuracy of mold parts, thereby prolonging the service life of the mold.
The grinding time may cause local overheating of the metal surface, resulting in high surface residual stress and structural changes, which may lead to grinding cracks. In addition, improper pretreatment of the original structure, segregation of carbides, coarse grains, insufficient tempering, etc. will cause grinding cracks. Therefore, in the case of ensuring the material, attention should be paid to the selection and application of the coolant used to control the cooling of the grinding process. Control the grinding speed to reduce the occurrence of cracks.
EDM can form a bright white hardened martensite layer on the surface of the quenched and tempered mold. The thickness of the hardened layer is determined by the current intensity and frequency during processing. It is deeper when roughing, and shallower when finishing. The hardened layer causes great stress on the mold surface. If the hardened layer is not removed or the stress is eliminated, the surface of the mold is prone to electric cracks, pitting, and cracking during use. Elimination of the hardened layer or stress can be achieved in the following ways: removing the hardened layer with an oilstone or grinding: without reducing the hardness, reducing the stress to below the tempering temperature can greatly reduce the surface stress of the mold cavity.
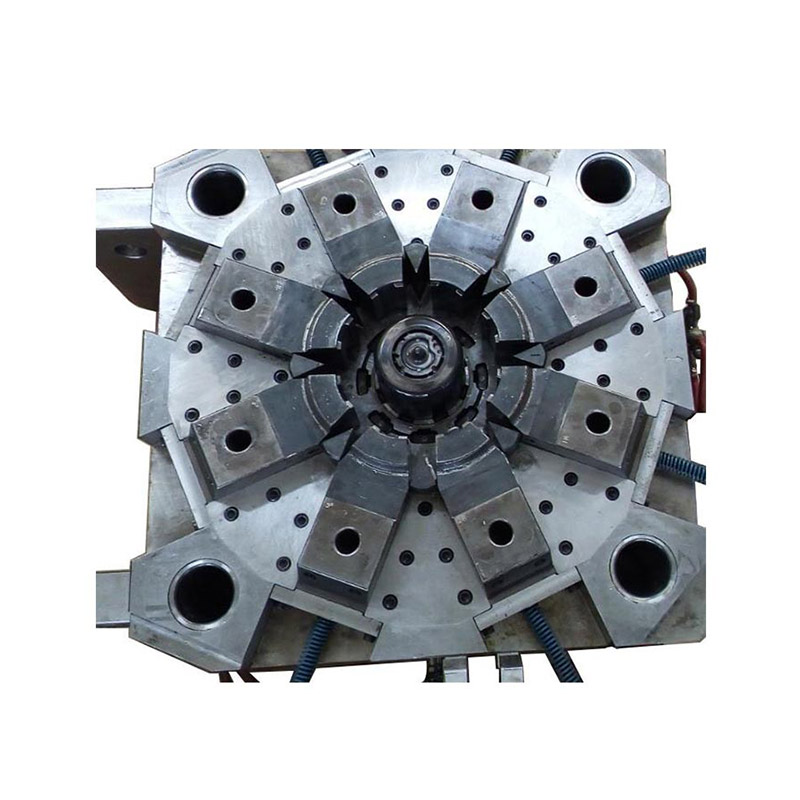
Aluminum die casting power tools mold
Improper heat treatment is an important factor leading to premature mold failure. Heat treatment deformation is mainly caused by thermal stress and structural stress. When the stress exceeds the yield strength, the material will undergo plastic deformation. When the stress exceeds the strength limit, it will cause the parts to be quenched. Pay attention to the following points during the heat treatment of aluminum die-casting molds:
(1) When the forging is not cooled to room temperature, spheroidizing annealing should be carried out.
(2) Add quenching and tempering treatment after roughing and before finishing. In order to prevent processing difficulties caused by excessive hardness, the hardness should be limited to 25-32HRC. Stress tempering should be arranged before finishing.
(3) Pay attention to the heating temperature and holding time of the steel during quenching to prevent the austenite from coarsening. The temperature is kept at 20mm/h during tempering, and the number of tempering is generally 3 times. When chlorine penetrates, the third tempering can be omitted.
(4) Attention should be paid to the decarburization and decarburization of the cavity surface during heat treatment.
(5) When nitriding, pay attention that there should be no oil stains on the nitriding surface. The cleaned surface is not allowed to be touched directly by hand, and gloves should be worn to prevent the nitriding surface from being stained with oil and forming a nitriding layer.
(6) Between the two heat treatment processes, when the temperature of the previous process drops to the touch, proceed to the next process, and should not be cooled to room temperature.
(7) Use static quenching method, salt furnace quenching, special fixture quenching, and other methods to reduce heat treatment distortion.
(8) Tracking adopts advanced heat treatment equipment and processes, such as vacuum furnace heating and flowing particle furnace heating, which can improve the surface finish of the mold, which is beneficial to control the deformation of the heat treatment and prolong the life of the parts.
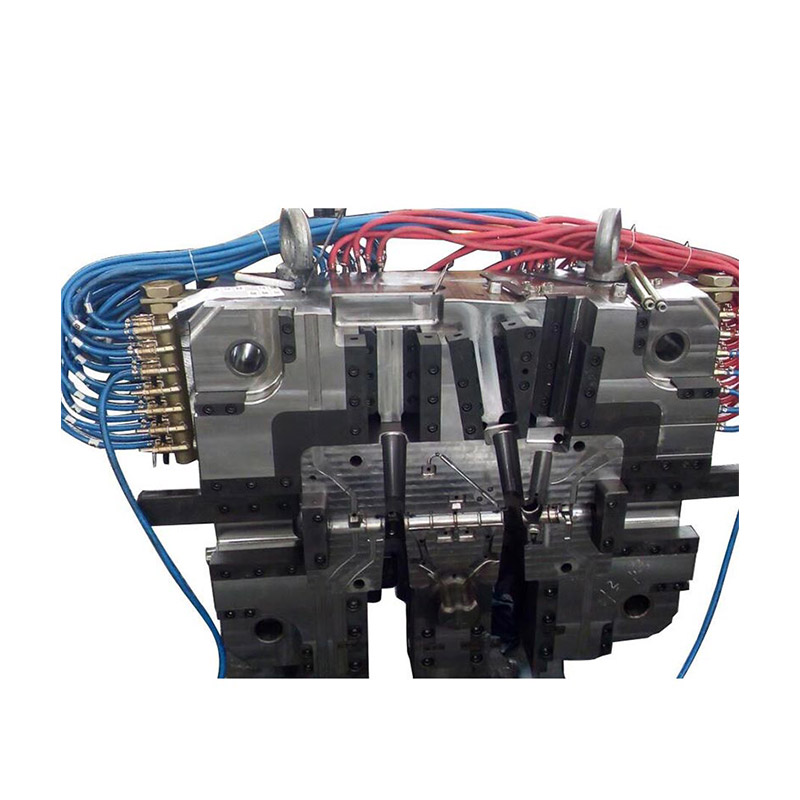
Aluminum die casting auto mold
When determining the injection speed of the aluminum dies casting mold, the speed should not be too high. Too high a speed will corrode the mold and increase deposits on the cavity and core, but too low a speed will easily cause casting defects. Therefore, the minimum injection speed of the aluminum die casting mold is 18m/s, the maximum injection speed should not exceed 53m/s, and the average injection speed is 43m/s. During the use of the mold, the casting process must be strictly controlled. Within the scope of the process permit. Try to reduce the casting temperature and injection speed of molten aluminum, and increase the preheating temperature of the mold. The preheating temperature of the aluminum die casting mold is increased from 100-130°C to 180-200°C, and the life of the mold can be greatly improved. At the same time, it avoids the improper adjustment and operation of the machine tool, resulting in premature failure of the mold.
1) Remove the deposits in the mold cavity in time. After the mold is used for a period of time, there will be deposits on the cavity and core. These deposits are formed by mold release fines, impurities in the coolant, and a small amount of die casting metal under high temperature and high pressure. Some deposits are very hard, adhere firmly to the surface of the core and cavity, and are difficult to remove. When removing deposits, grinding or mechanical methods can be used to remove them. Be careful not to damage other surfaces and cause dimensional changes.
2) Frequent maintenance to keep the mold in good working condition. After the new mold is tested, pay attention to stress relief and tempering when the mold has not cooled to room temperature. When the new mold is used to 1/6-1/8 of the design life, that is, the aluminum die casting mold is 10,000 times, the mold cavity and mold base should be tempered and heated at 450-480°C, and the cavity should be polished and chlorinated. Eliminate internal stress and slight cracks on the surface of the cavity. Carry out the same maintenance every 12000-15000 mold times in the future. After the mold is used 50000 times, it can be maintained once every 25000-30000 times. Through maintenance, the cracking speed and time caused by thermal stress can be significantly slowed down. Effectively improve mold life and casting quality.
3) Repair mold defects in time. In the case of severe erosion and cracking, the surface of the mold can be nitrided to improve the hardness and wear resistance of the mold surface. When nitriding, pay attention to the bonding firmness of the substrate and the nitriding layer, and the thickness of the nitriding layer should not exceed 0.15mm. A too thick nitride layer is easy to fall off at the parting surface and sharp corners. Welding can be used to repair mold surface defects. When welding, pay attention to the composition matching of the welding rod and the weldment, the cleaning of the weld surface and the drying of the welding rod, the trimming and trimming of the cavity after welding, and the stress relief and tempering after welding.
There are many factors that affect the service life of aluminum molds, involving many aspects, as a manufacturing industry. Cong must correctly design the mold structure, accurately manufacture the mold parts, formulate a reasonable heat treatment process, use the mold reasonably according to the process specification, and repair and maintain it in time, in order to give full play to the performance of the mold material and effectively improve the performance of the mold material. The quality and quality of aluminum molds. Service career.
Aluminum die casting power tools mold
We are happy to solve the problem of custom aluminum dies casting molds for you!
